resin. Pour this mix around the edge of the disk until it fills the gap, level with
the top of the steel disk.
• Place the magnet positioning jig onto the bolts. Place the magnet blocks on the
steel disk, within the positioning jig. Take care that the poles of the magnets
alternate - north, south, north, south.. Before you place a magnet on the disk,
check that the underside of the magnet is repelled by the one next to it (diagram
35). When all the magnets are in, remove the positioning jig, and use it for the
next magnet rotor. Remember : position the magnet blocks differently, so that the
two rotors attract each other.
Take care not to knock the magnets out of place, or they will slide together under
the magnetic attraction.
• Fit nuts to the four bolts and tighten the central disk down onto the steel disk.
• Mix 500g of resin with 7cc of catalyst. Add 300g talcum powder. Lay small
strips of CSM between the magnets and into the gap at the edge. Add resin until
the CSM is soaked. Poke it, or vibrate it, to remove bubbles.
• Lay the coil of stainless steel wire loosely around the outside of the magnets,
below the top of the mould. Do not let the wire fall below the magnets. Let it sit
on the CSM. Take care not to move the magnets around.
• Mix 500g of resin with 7cc of catalyst. Add 300g talcum powder. Fill the spaces
between the magnets until the resin mix reaches the top of the mould.
Leave the rotor castings to set hard (several hours) before you remove them from the
moulds. Be patient when removing the rotors from the moulds. Do not use violent
hammer blows which may damage them. Hit the mould, and not the rotor.
PMG manual
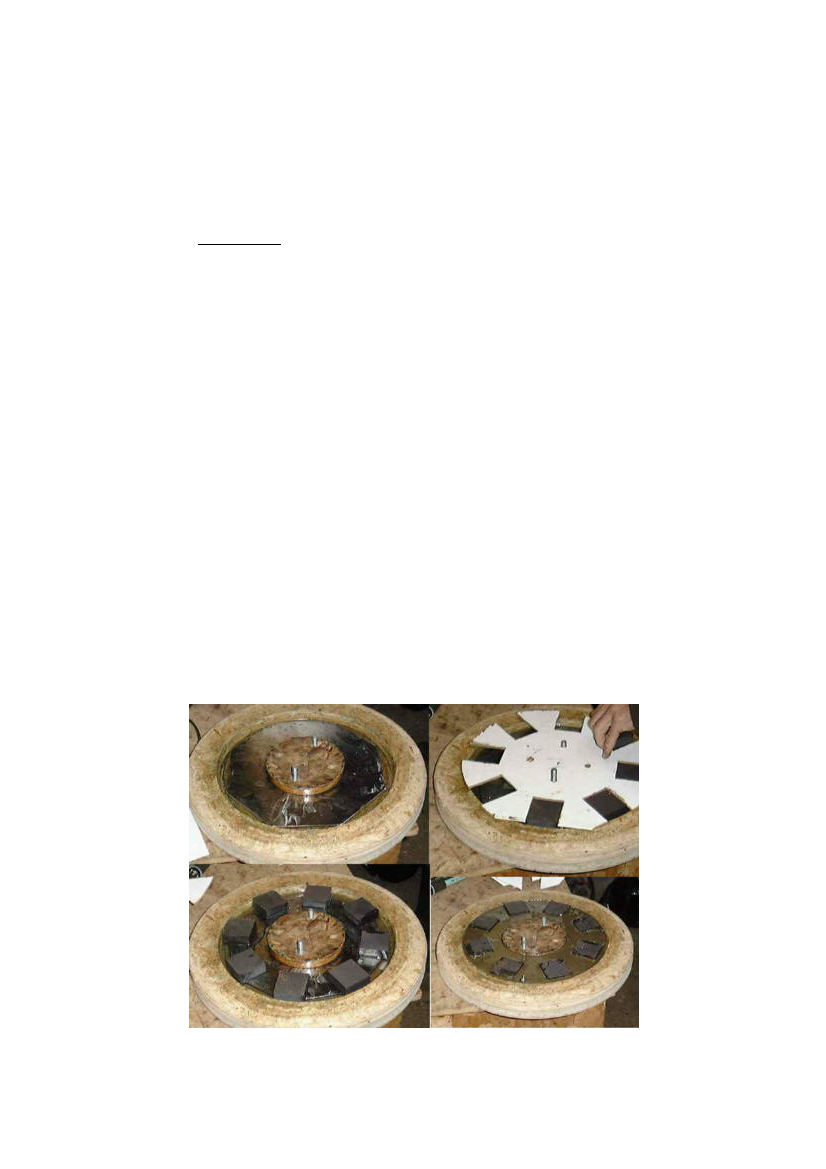
Four stages of the rotor casting procedure
page 35
June 2001