(plastic cups were used here). The pots with the resin batch and the hardener
should be numbered to avoid any confusion. This should be done in advance
of the lay-up procedure so that there is no delay while working, which could
allow the resin to harden. The resin is prepared in a number of small batches,
again so that the resin will not harden while it is being used.
The weight ratio of fibre glass mat to resin (including additives) should be
approximately 1 : 2 (in practice this is closer to 1:1.8).
There are two types of resin mixtures required. One is used for the outer
layers, one is used for the inner layers. The mixtures, including their
properties and ratios are explained here:
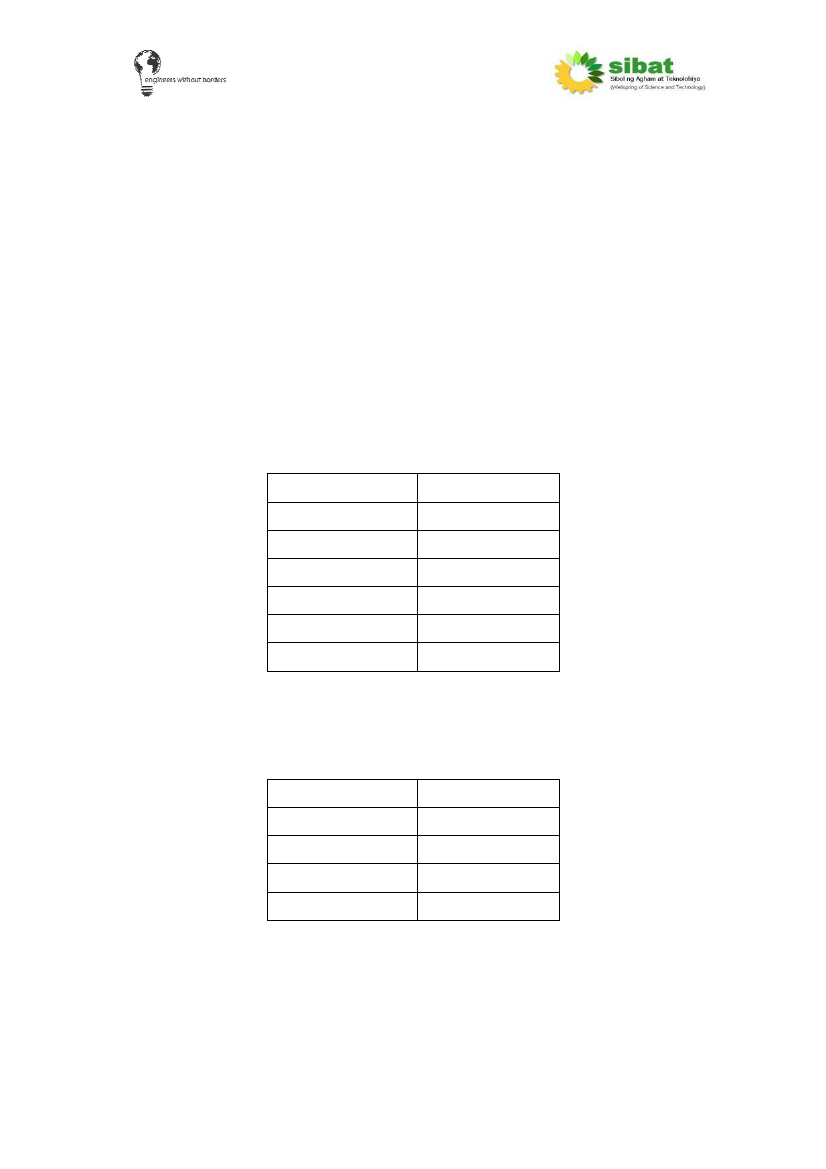
“Outer layer” resin
This is a strong, hardwearing and scratch resistant outer layer, which is the
first mixture to be used in the moulds (hence it is the outer layer). Resin type
31-441 is used, which is harder but also more expensive. Lowilite is also used
in this mixture, which helps prevent UV (sunlight) degradation of the resin.
Toner can also be used in this mixture to colour the blades, but this is purely
aesthetic.
Percentage
Resin 31-441
100%
Styrene Monomer
10%
Cobalt
0.5%
Lowilite
0.5%
Toner (if used)
5-10%
Hardener
2%
“Inner layer” resin
This is a general purpose resin mix. This mixture is relatively strong but is less
resistant to scratches and will degrade if exposed to UV light (eg. sunlight).
Percentage
Resin 10-03
100%
Styrene Monomer
10%
Cobalt
0.35%
Hardener
1.1%
17